以下是我们上传的山南 当地 SFZ铸铁镶铜方形闸门【生产厂家在哪里】实拍视频,您可以点击观看。
以下是:山南 当地 SFZ铸铁镶铜方形闸门【生产厂家在哪里】的图文介绍


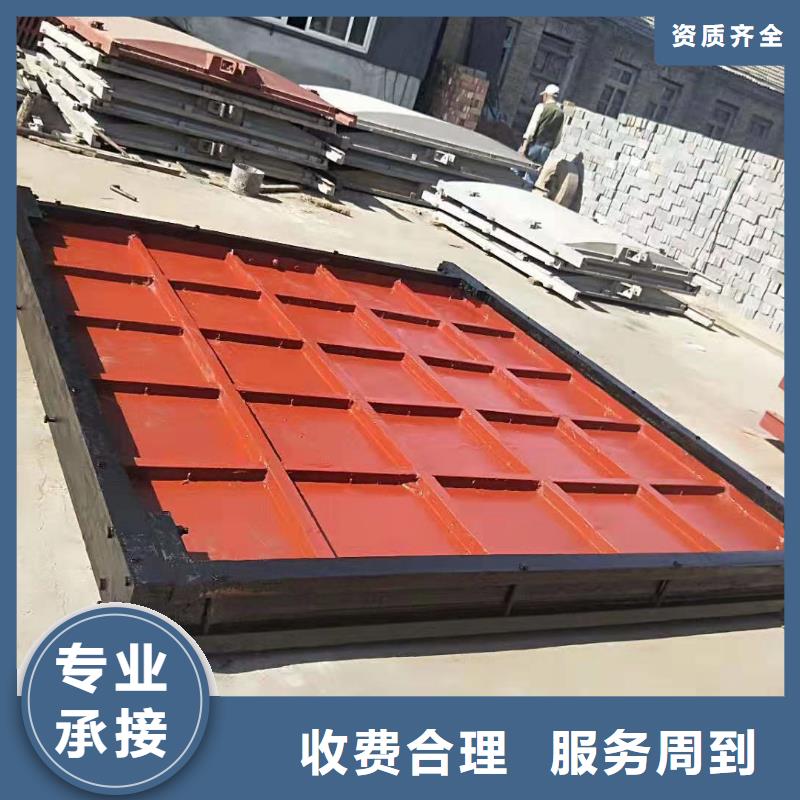
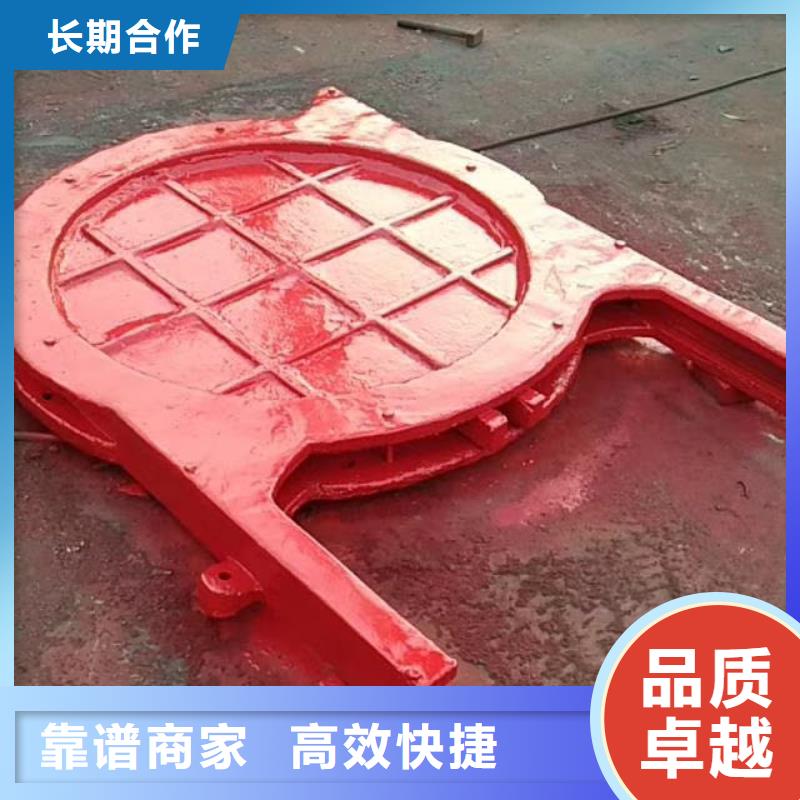
山南铸铁镶铜闸门包装、运输及贮存:闸门在检验合格后,应清除表面的油污脏物和存留的水分。在装运和贮存期内闸门应处于关闭状态,螺杆或螺纹部应涂油脂包扎,以防锈蚀和损坏。闸门的发运方式由供需双方协商确定。包装应符合YB 3214规定,必须使闸门及附件固定,保证在运输途中不致因包装不慎而损坏。闸孔在600mm以上时,需用螺栓紧固或者紧固在一块滑座上,以便安全吊装。产品应保存在通风的库房或遮篷的场所内。放置必须整齐,不得互相挤叠和露天存入,以防变形、损坏和锈蚀。



(1)闸门及其门槽埋设件的安装,应按施工图纸的规定进行。 (2)闸门的埋设件安装,应符合DL/T5018-2004第9.1.3条、第9.1.4条和第9.1.10条至9.1.13条的规定。 (3)闸门现场拼装前应制定严格控制焊接变形的拼装焊接工艺方案,报监理人批复后方可实施。 (4)闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后方能进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。 (5)闸门水封装置的安装技术要求,应符合 DL/T5018-2004第9.2.3条至第9.2.7条的规定。 (6)闸门安装完毕后,应清除埋件表面和门叶上的所有杂物,特别应注意清除不锈钢水封座板表面的水泥浆。在滑道支承面和滚轮轴套涂抹或灌注润滑脂。 (7)经监理人检查合格的闸门及门槽埋件,方能按第13.2.6条规定进行涂装修补。 (8)闸门安装完毕,应作静平衡试验。试验方法为:将闸门自由地吊离地面100mm,通过滚轮或滑道的中心测量上、下游方向与左、右方向的倾斜,其倾斜值不得大于5.0mm,当超过上述规定时,应予配重调整。


一、清洗表面污垢、灰尘,各润滑点加足润滑剂脂; 二、安装过程中应保证机器与闸门同心度,误差不超过5mm; 三、机器装上,先行空载运行两个全程检查有无反常; 四、试车时先提升100mm,检查各部件有无变形,闸门在门槽中的滑动情况,确认无误后方能继续提升,每提升0.5m再检查一次。当PK1发讯时,表明油泵压力过低,声光报警,停泵检修。螺杆式启闭机调试方式及注意事项: 1、当启闭机在无载荷的情况下,保证三相电流不平衡不超过正负10%,并测出电流值。 2、对于上下限位的调整:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。 3、对于启闭机的主令操控装置调整,务必保证闸门升降到上、下限位时的误差不超过1cm。



瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂的核心创造力是专业、全面的 山南液压翻板铸铁闸门、科研团队。
公司的核心生产力是优异、稳定的 山南液压翻板铸铁闸门、产品质量。从严狠抓质检流程及标准,保证生产的每一个 山南液压翻板铸铁闸门、产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、高效的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 山南液压翻板铸铁闸门、技术服务。





 扫一扫
扫一扫